




Серия аммиачных форсунок для коксования Поставщик
Всегда думал, что выбор правильных аммиачных форсунок для коксования – это про однозначные цифры и характеристики. Но реальность, как всегда, сложнее. Многие заказывают по параметрам, взятым из каталогов, а потом удивляются неоптимальной работе системы. Иногда дело не в деталях, а в понимании специфики процесса коксования и того, как именно аммиак должен взаимодействовать с коксовой пылью.
Проблема равномерной распылительной смеси
Первая проблема, с которой сталкиваются практически все – это обеспечение равномерной распылительной смеси аммиака и коксовой пыли. В идеале, аммиак должен распределяться максимально однородно по всей зоне коксования, чтобы избежать локального переохлаждения и, как следствие, неравномерного образования кокса. Но на практике – это задача нетривиальная. Зависит от множества факторов: давления аммиака, температуры, конструкции форсунок, и даже от турбулентности потока газа в коксовой печи. Мы видели случаи, когда даже после 'оптимизированного' подбора форсунок, возникали горячие и холодные точки на решетке.
Иногда, кажущиеся незначительными изменения в конструкции форсунок приводят к радикальному улучшению ситуации. Например, незначительное изменение геометрии сопла может существенно повлиять на характеристики распыления. Мы однажды работали с крупным коксохимическим заводом, где после внедрения нашего решения, с незначительными доработками существующей системы, удалось значительно снизить содержание неполностью обугленных компонентов в коксовом продукте. Это было достигнуто за счет более равномерного распределения аммиака.
Выбор материала и его влияние на срок службы
Не стоит недооценивать важность выбора материала для аммиачных форсунок для коксования. Рабочая среда крайне агрессивная: высокие температуры, агрессивные химические вещества, постоянное воздействие частиц кокса. Использование неподходящего материала приводит к быстрому износу, коррозии и, как следствие, к необходимости частой замены форсунок. Это увеличивает простои и, конечно, затраты.
Мы в ООО Мэнчжоу Жунсинь Машинери используем только высококачественные жаропрочные сплавы с устойчивостью к коррозии. Это существенно продлевает срок службы форсунок и снижает затраты на обслуживание. Особое внимание уделяется выбору уплотнений и других элементов, подверженных воздействию агрессивной среды. Наши форсунки проходят тщательный контроль качества на всех этапах производства, что гарантирует их надежность и долговечность. (ООО Мэнчжоу Жунсинь Машинери было основано в 2016 году и является современным предприятием, специализирующимся на исследованиях, разработке и производстве оборудования для металлургического коксования. Сайт: https://www.cn-rongxin.ru)
Коррозионная стойкость: больше, чем просто сплав
Важно понимать, что коррозионная стойкость – это не только про сплав, но и про технологию обработки поверхности. Поверхностная обработка, например, напыление износостойким сплавом или применение специальных покрытий, значительно увеличивает сопротивление коррозии. Мы регулярно проводим испытания наших форсунок в реальных условиях эксплуатации, чтобы убедиться в их надежности и долговечности. Иногда даже небольшая шероховатость поверхности может создать микрокавитации, способствующих коррозии.
Особенности конструкции и регулировка распыла
Конструкция аммиачных форсунок для коксования может сильно различаться. Существуют различные типы: сопла с различной геометрией, форсунки с регулируемым распылом, форсунки с подогревом. Выбор конструкции зависит от конкретных требований процесса коксования. Важно, чтобы форсунка обеспечивала заданный угол распыла, размер частиц аммиака и равномерность распределения в зоне коксования.
Большинство наших форсунок оснащены возможностью регулировки распыла. Это позволяет адаптировать систему к изменяющимся условиям процесса и оптимизировать ее работу. Мы предлагаем как механические, так и электронные системы регулировки распыла. Электронные системы позволяют более точно и плавно регулировать распыл, что особенно важно при работе с нестабильными процессами.
Проблемы с засорением и их решение
Засорение форсунок – это одна из наиболее распространенных проблем. Коксовая пыль, примеси в аммиаке и другие факторы могут приводить к засорению сопла и ухудшению распыления. Для предотвращения засорения мы используем специальные фильтры и системы промывки форсунок. Кроме того, мы разрабатываем форсунки с самоочищающимися соплами, которые помогают минимизировать риск засорения.
Реальные кейсы и ошибки
Мы неоднократно сталкивались с ситуациями, когда неправильный выбор или установка аммиачных форсунок для коксования приводила к серьезным проблемам. Например, мы работали с заводом, который использовал форсунки с слишком большим углом распыла. Это приводило к образованию локальных переохлаждений и неравномерному обугливанию кокса. Проблема была решена путем замены форсунок на модели с более узким углом распыла и доработкой системы подачи аммиака.
Еще один пример – неправильный выбор материала форсунок. Завод использовал форсунки из нестойкого сплава, который быстро корродировал в агрессивной среде коксового процесса. Это приводило к частым простоям и высоким затратам на обслуживание. После замены форсунок на модели из высококачественного жаропрочного сплава, проблема была решена.
В общем, понимание специфики работы аммиачных форсунок для коксования – это не просто знание технических характеристик, а комплексный подход, включающий в себя анализ процесса, выбор правильных материалов и конструкций, а также тщательную регулировку системы.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
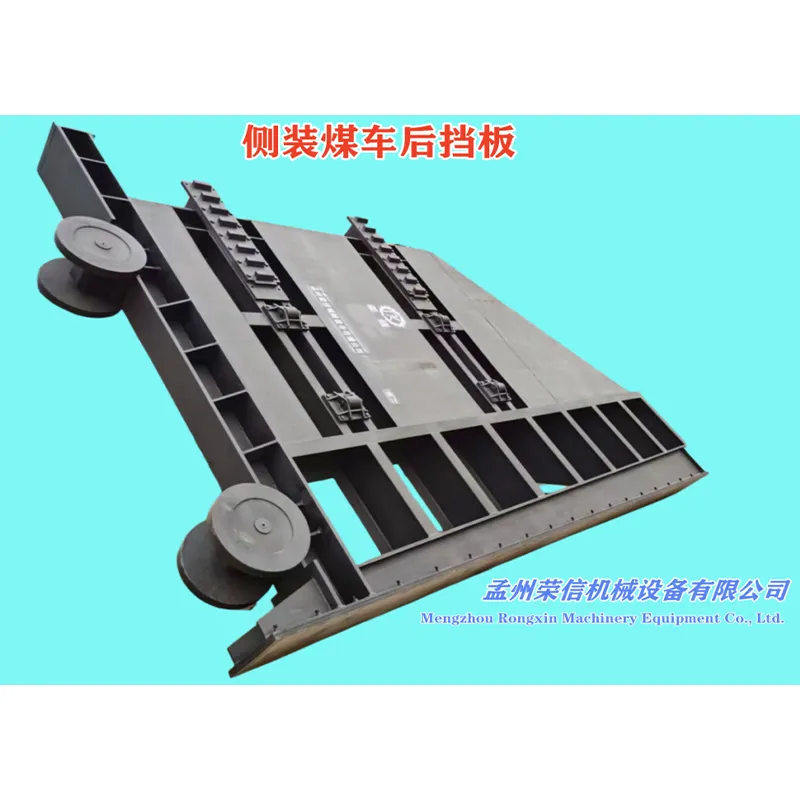 Задний щиток бокового загрузочного вагона
Задний щиток бокового загрузочного вагона -
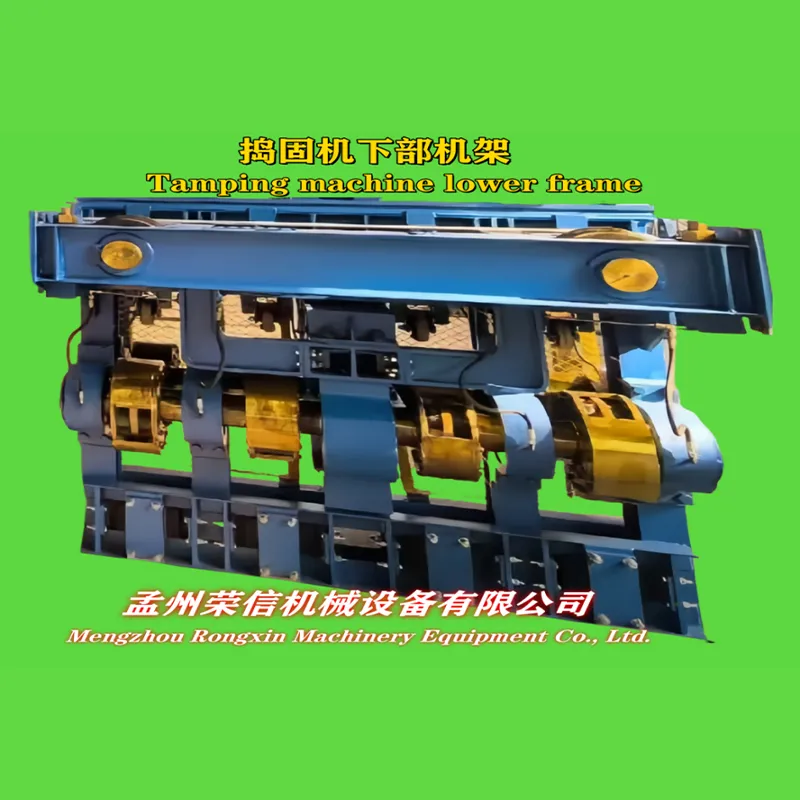 Нижняя рама трамбовочной машины
Нижняя рама трамбовочной машины -
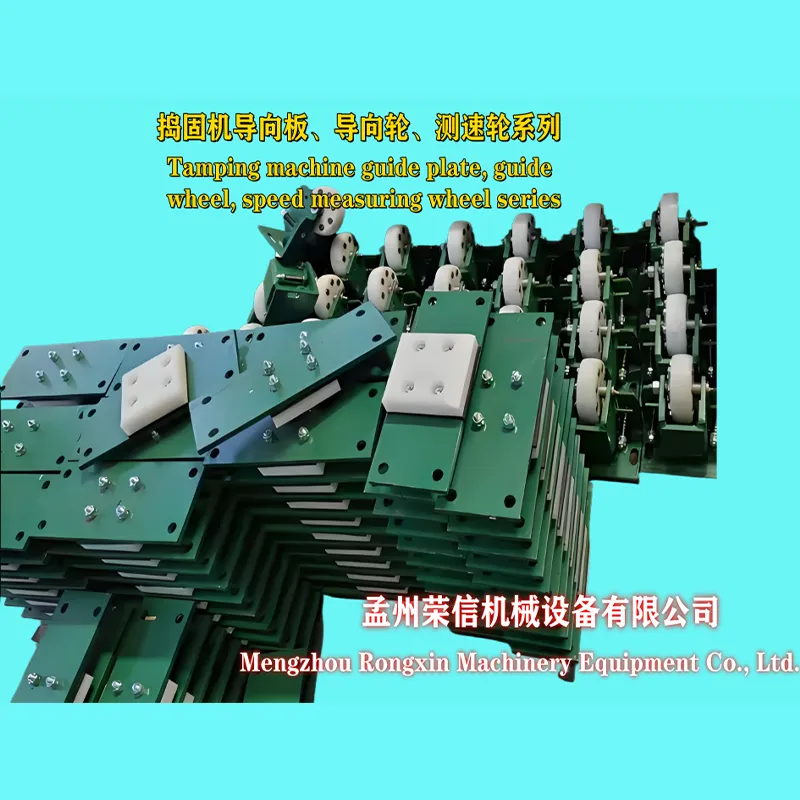 Серия направляющих плит, направляющих колес и тахометрических колес трамбовочной машины
Серия направляющих плит, направляющих колес и тахометрических колес трамбовочной машины -
 Серия опор салазок и плит салазок коксовыталкивателя
Серия опор салазок и плит салазок коксовыталкивателя -
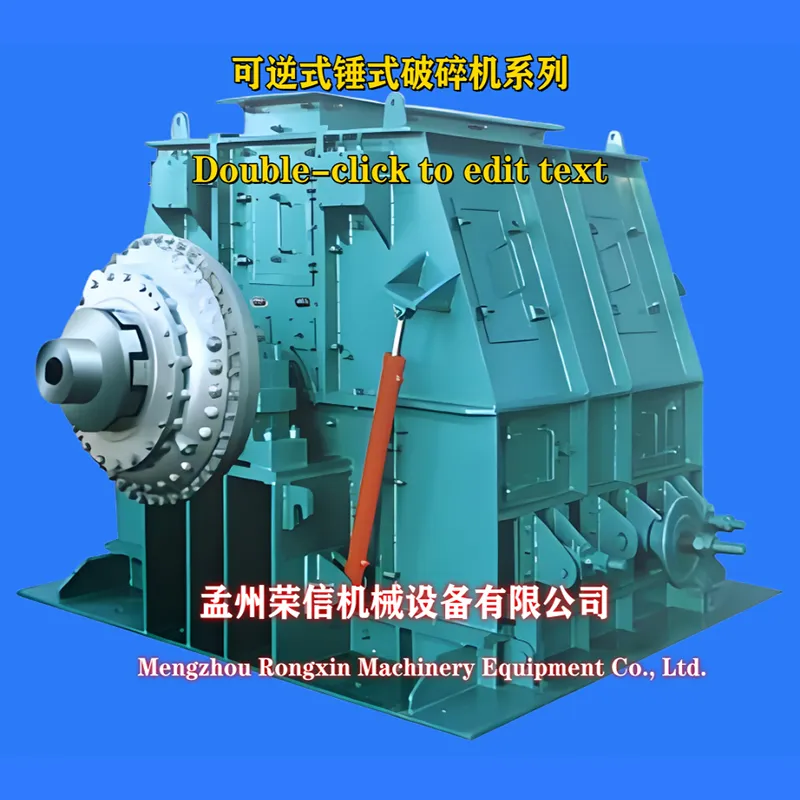 Серия реверсивных молотковых дробилок
Серия реверсивных молотковых дробилок -
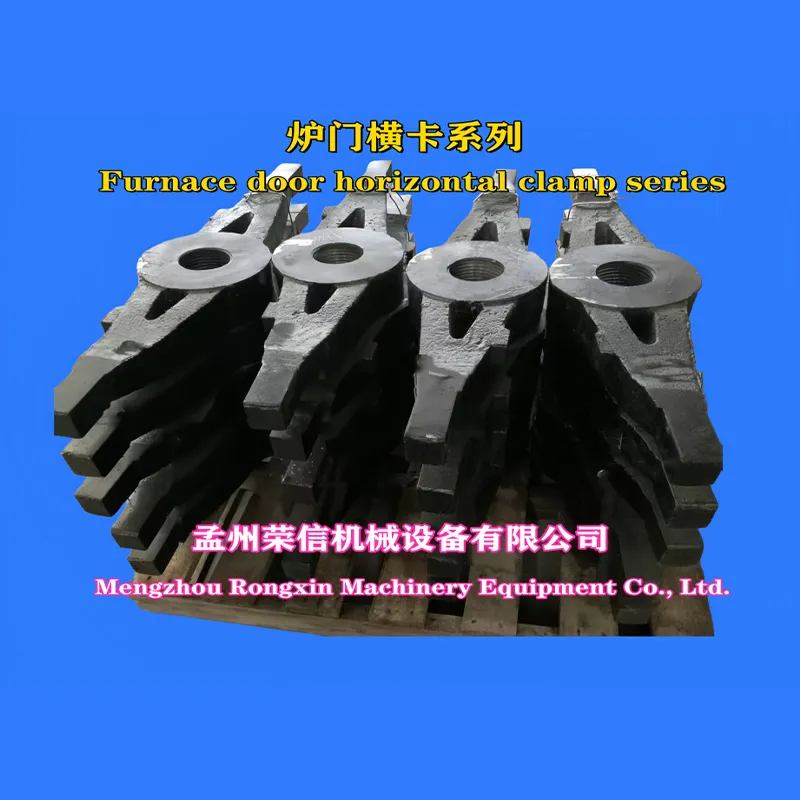 Серия поперечных зажимов дверей печи
Серия поперечных зажимов дверей печи -
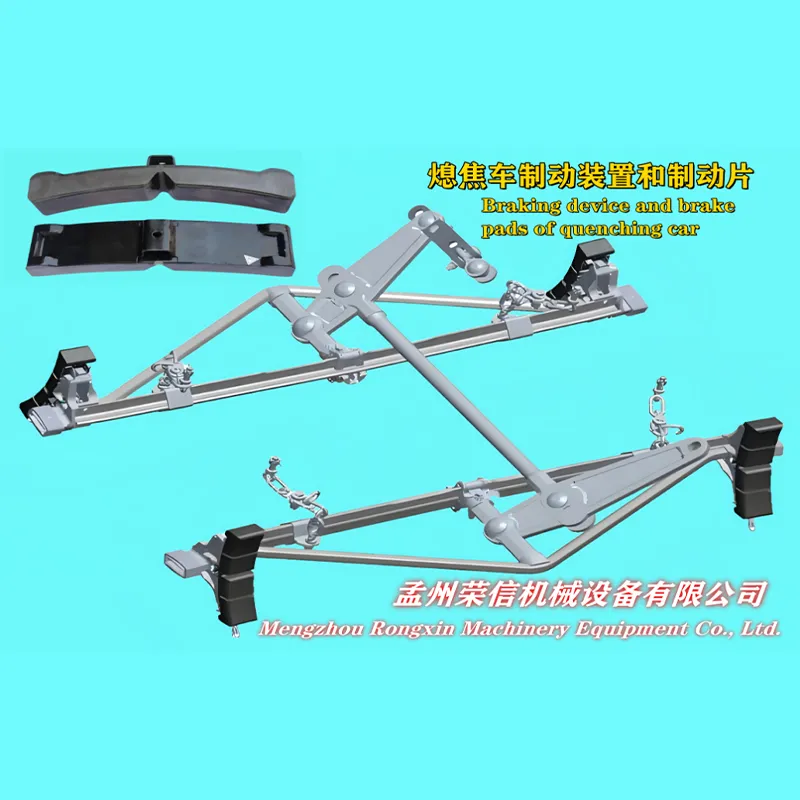
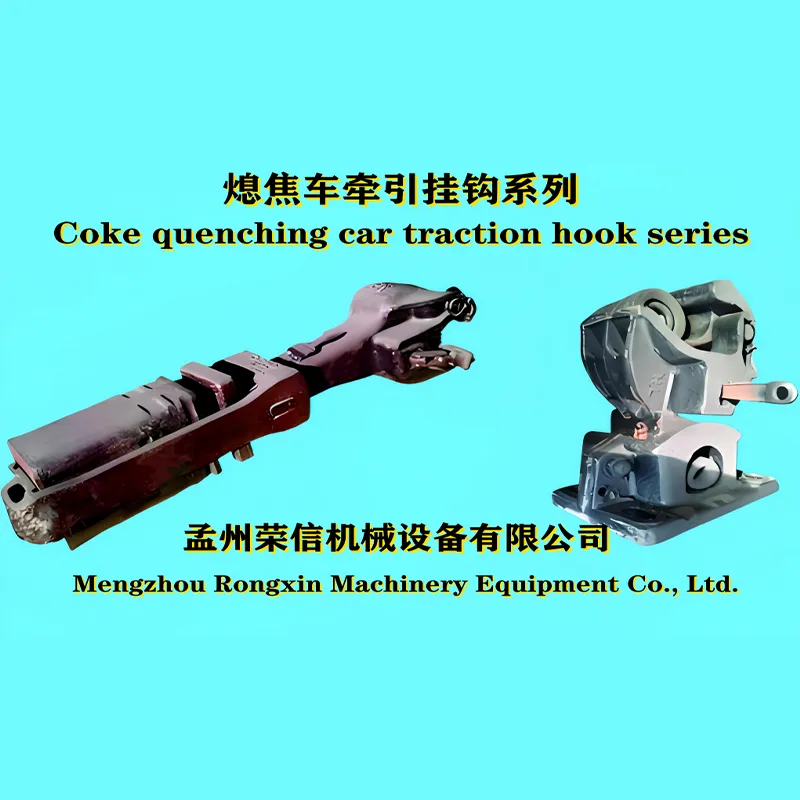 Серия сцепных устройств коксотушительного вагона
Серия сцепных устройств коксотушительного вагона -
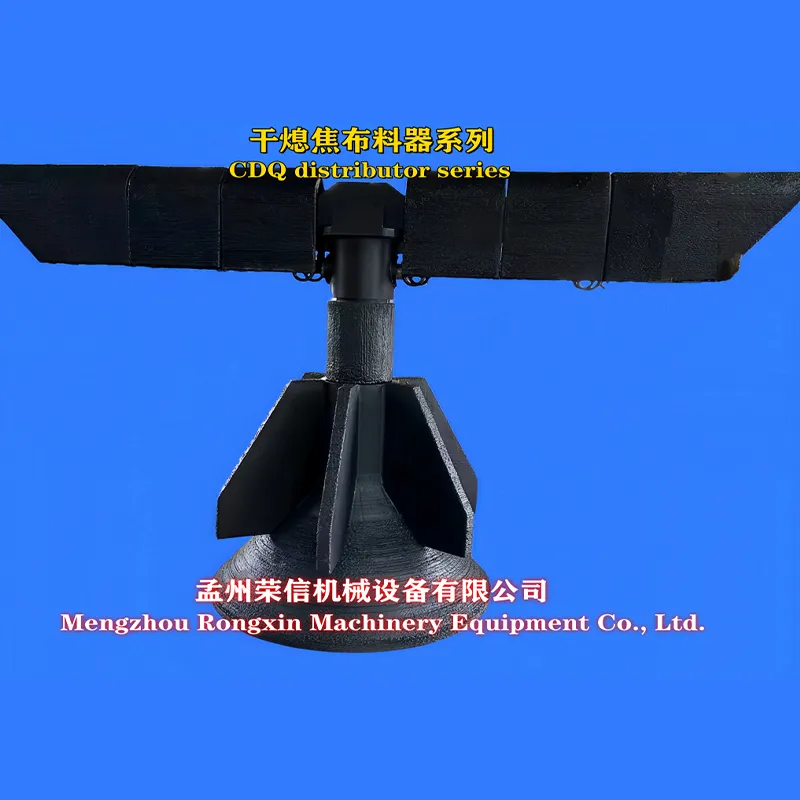 Серия распределителей сухого коксотушения
Серия распределителей сухого коксотушения -
 Серия валковых резаков кокса
Серия валковых резаков кокса -
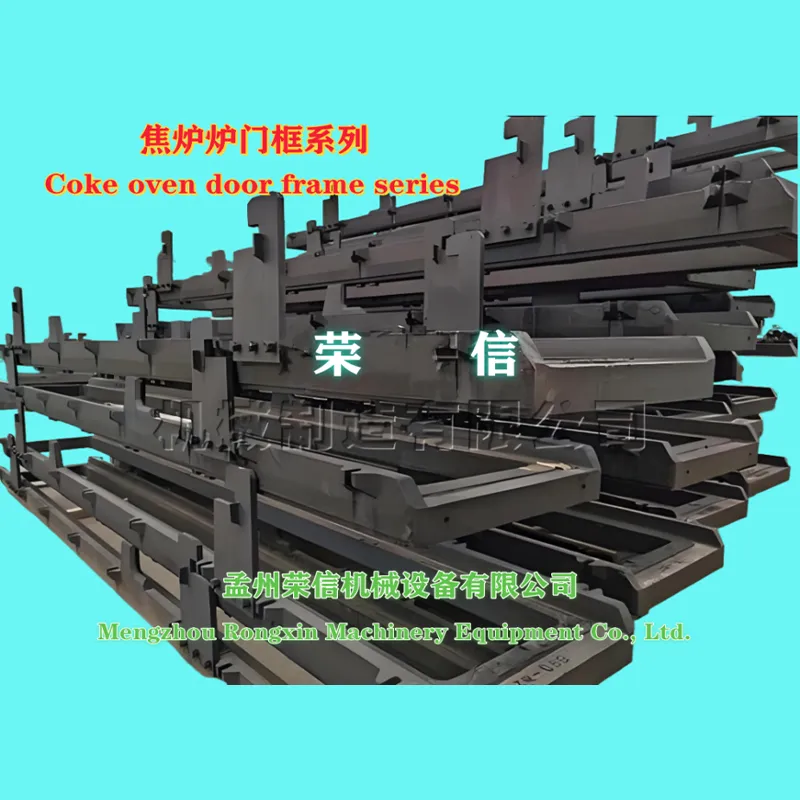 Серия дверных рам коксовых печей
Серия дверных рам коксовых печей -
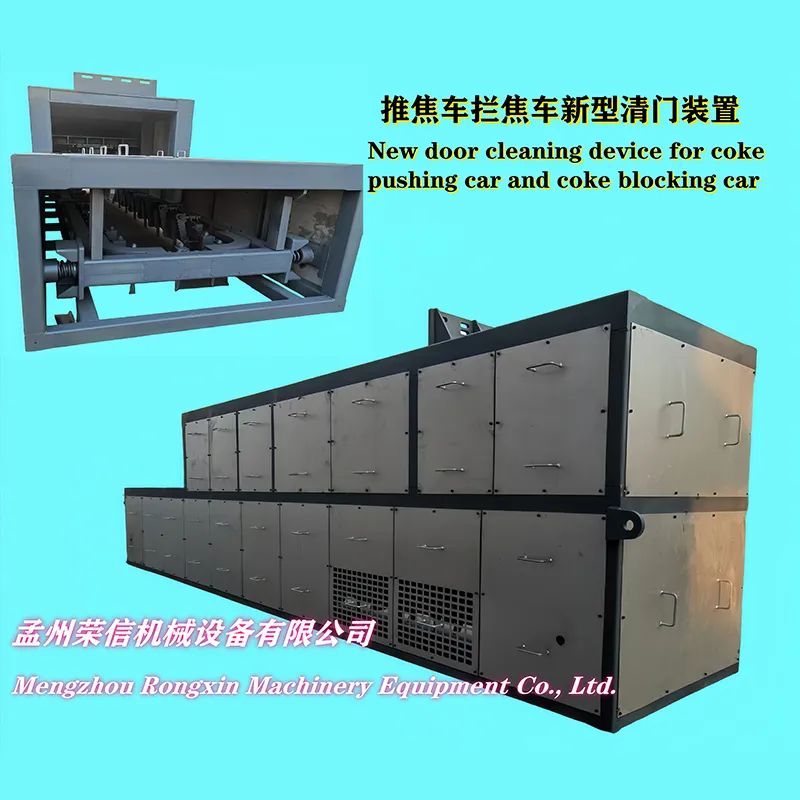
 Устройство очистки рамы для коксовыталкивателя и коксопровода
Устройство очистки рамы для коксовыталкивателя и коксопровода -
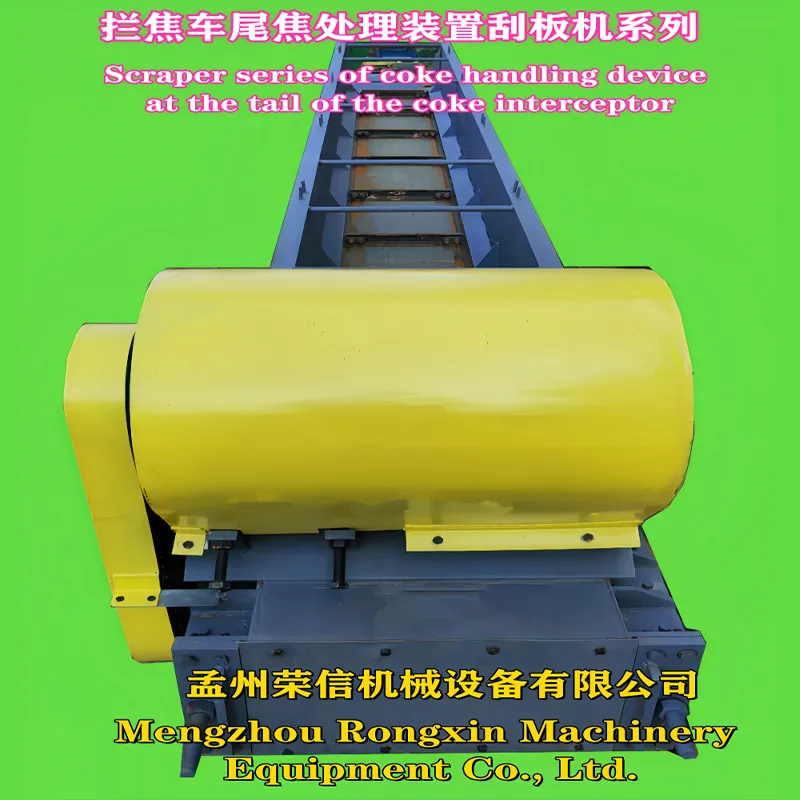 Серия скребковых транспортеров устройства обработки хвостового кокса коксопровода
Серия скребковых транспортеров устройства обработки хвостового кокса коксопровода
Связанный поиск
Связанный поиск- Серия коксовыталкивателей Производители
- трамбовочно загрузочная выталкивающая машина коксовой печи Производители
- Серия полиэтиленовых футеровочных плит, литьевых плит завод
- Серия двужидкостных легированных молотков дробилки завод
- Серия скребковых транспортеров устройства обработки хвостового кокса коксопровода заводы
- Серия стояков коксовых печей Поставщик
- Серия реверсивных молотковых дробилок Поставщик
- Серия Коксонаправляющий вагон Поставщик
- Серия горизонтальных зажимов для дверей коксовых печей заводы
- трамбовочная машина для плитки Производитель