




Задний щиток бокового загрузочного вагона завод
Если вы ищете надежного поставщика задних щитков боковых загрузочных вагонов, то, скорее всего, столкнетесь с обилием предложений. Но что действительно важно? Просто найти дешевый вариант – это не всегда выход. Зачастую, кажущаяся экономия в итоге обернулась большими затратами на ремонт, простои и снижение производительности. В моей практике нередко возникала ситуация, когда изначально привлекательная цена скрывала низкое качество материалов и сварки. Поэтому, прежде чем принимать решение, нужно понимать, что именно определяет долговечность и надежность этого важного компонента.
Обзор: Что нужно знать о производстве задних щитков боковых загрузочных вагонов
В двух словах – это защита оборудования и персонала от выбросов и пыли при загрузке. Это не просто металлическая пластина, это сложный элемент, подверженный высоким нагрузкам и воздействию агрессивных сред. Ключевые моменты, на которые следует обратить внимание при выборе производителя – это используемые материалы, качество сварки, конструкция и, конечно же, наличие сертификатов соответствия и опыта работы на рынке.
Материалы: сталь, антикоррозийные покрытия, выбор за долговечностью
Обычно используется сталь, но ее маркировка и обработка – это критически важный фактор. Просто 'сталь' недостаточно. Нужно знать, какая именно сталь используется (например, углеродистая сталь, легированная сталь) и какие антикоррозийные покрытия применяются. Вственных в условиях коксования, где постоянно присутствуют агрессивные газы и частицы, необходимо выбирать материалы, устойчивые к коррозии и механическим повреждениям. Я видел случаи, когда дешевые щитки из неподходящего металла буквально через год требовали замены, что приводило к серьезным простоям.
Особое внимание стоит уделить толщине металла. Она должна соответствовать требованиям нормативных документов и предполагаемым нагрузкам. Нельзя экономить на толщине, иначе щиток быстро деформируется и потеряет свои защитные свойства. Кроме того, важно понимать, как именно выполняется антикоррозийная обработка: гальванизация, порошковая окраска, или другое. Качество покрытия напрямую влияет на срок службы изделия.
Технологии изготовления: сварка, резка, обработка
Качество сварки – это, пожалуй, самый важный аспект. Сварные швы должны быть ровными, без дефектов и трещин. Необходимо использовать только квалифицированных сварщиков, имеющих соответствующие сертификаты. Иначе, даже самый прочный материал может разрушиться при малейшей нагрузке. Я лично работал с несколькими заводами, где сварка выполнялась некачественно, и это приводило к серьезным проблемам на производстве.
Также важно обратить внимание на технологию резки и обработки металла. Острые края, заусенцы и неровные поверхности – это не только эстетический дефект, но и потенциальная опасность для персонала. Необходимо, чтобы все поверхности были обработаны и зашлифованы, а все края были закруглены.
Конструкция и эргономика: удобство использования и безопасность
Конструкция задних щитков боковых загрузочных вагонов должна быть прочной и надежной. Она должна обеспечивать надежную защиту от выбросов и пыли, а также быть удобной в использовании. Необходимо учитывать, как будет осуществляться монтаж и демонтаж щитка, а также как будет производиться его очистка и обслуживание. Удобная конструкция облегчает работу персонала и снижает риск травм.
Важно продумать эргономику щитка. Он должен обеспечивать удобный доступ к оборудованию, а также не создавать помех для работы персонала. Например, можно предусмотреть специальные отверстия для вентиляции или доступа к датчикам. В идеале, щиток должен быть спроектирован с учетом конкретных условий эксплуатации.
Реальный пример: проблема деформации задних щитков боковых загрузочных вагонов
Недавно мы столкнулись с проблемой деформации задних щитков боковых загрузочных вагонов на одном из коксохимических предприятий. Щитки были изготовлены из стали толщиной 5 мм, с использованием стандартной сварки. В течение года они начали деформироваться под воздействием высоких температур и вибраций. Причина оказалась в недостаточной толщине металла и некачественной сварке. Щитки просто не выдерживали нагрузок, и в итоге требовали замены. Это привело к серьезным простоям и финансовым потерям.
Этот случай показал, насколько важно правильно выбирать материалы и технологии изготовления. В будущем мы решили использовать сталь толщиной 8 мм, с использованием более качественной сварки и антикоррозийного покрытия. Это позволило нам значительно увеличить срок службы щитков и избежать подобных проблем в будущем.
Сложности в производстве: заказные решения и индивидуальный подход
Многие производители не могут предложить готовые решения, подходящие под конкретные нужды заказчика. В таких случаях необходимо заказывать щитки по индивидуальным размерам и требованиям. Это может быть сложной задачей, требующей тесного сотрудничества с заказчиком и квалифицированной инженерной работы. Важно, чтобы производитель был готов к разработке и реализации индивидуальных проектов. ООО Мэнчжоу Жунсинь Машинери (https://www.cn-rongxin.ru/) , например, предлагает комплексный подход, от проектирования до изготовления и монтажа.
Доставка и монтаж: логистика и профессиональная установка
Доставка задних щитков боковых загрузочных вагонов – это еще один важный аспект. Необходимо, чтобы щитки были доставлены вовремя и в целости и сохранности. Это требует организации логистики и использования надежной упаковки. Также важно, чтобы монтаж щитков выполнялся квалифицированными специалистами. Неправильный монтаж может привести к деформации щитка и снижению его защитных свойств.
Оптимальным решением является заказ щитков с монтажом на месте. Это позволяет избежать проблем с доставкой и обеспечить правильный монтаж. Многие производители предлагают такие услуги. Кроме того, необходимо учитывать условия хранения щитков до монтажа. Они должны храниться в сухом месте, защищенном от прямых солнечных лучей и механических повреждений.
Перспективы развития: новые материалы и технологии
В настоящее время активно развиваются новые материалы и технологии в производстве задних щитков боковых загрузочных вагонов. Например, используются композитные материалы, которые обладают высокой прочностью и легкостью. Также разрабатываются новые технологии сварки, которые позволяют получать более качественные и прочные швы. В будущем можно ожидать появления новых, более эффективных и долговечных решений.
Однако, пока что эти технологии еще не получили широкого распространения. Они достаточно дорогие и требуют специального оборудования и квалификации персонала. Тем не менее, они имеют большой потенциал для развития и могут значительно улучшить характеристики задних щитков боковых загрузочных вагонов.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
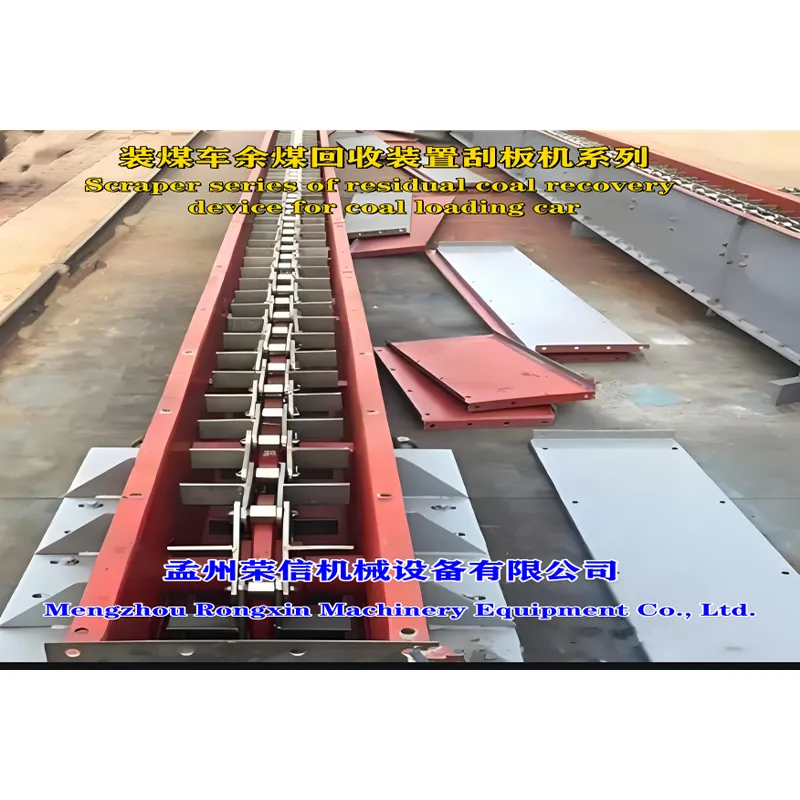 Устройство рекуперации остаточного угля бокового загрузочного вагона
Устройство рекуперации остаточного угля бокового загрузочного вагона -
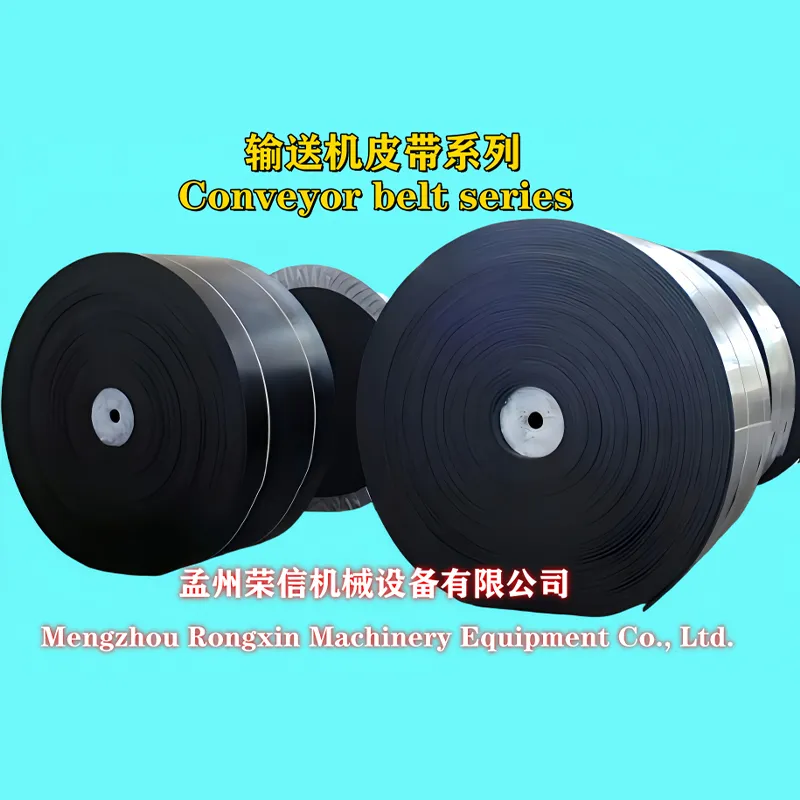 Серия конвейерных лент
Серия конвейерных лент -
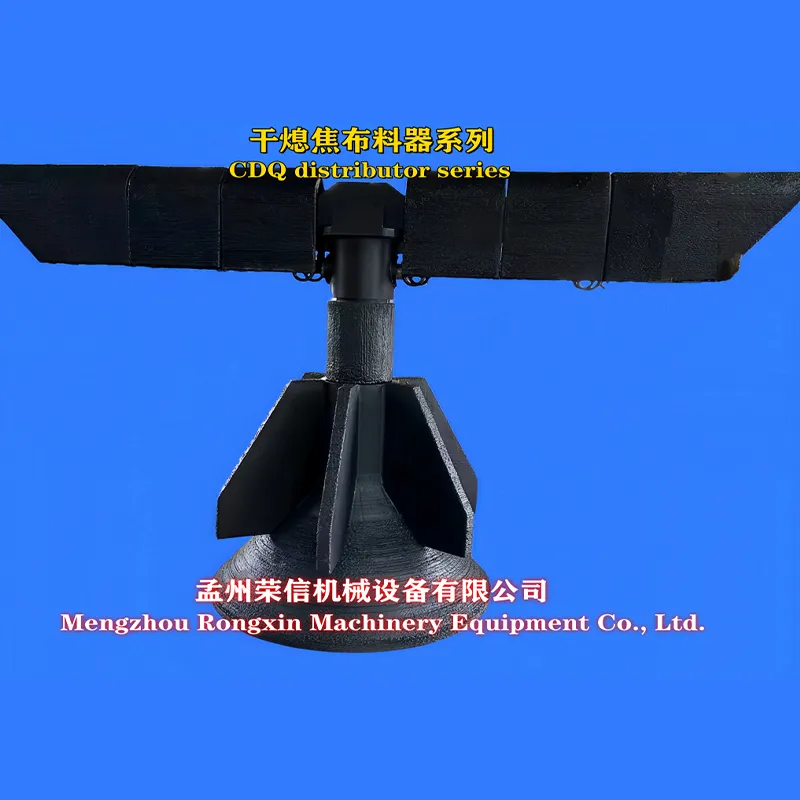 Серия распределителей сухого коксотушения
Серия распределителей сухого коксотушения -
 Серия седел и крышек загрузочных отверстий коксовых печей
Серия седел и крышек загрузочных отверстий коксовых печей -
 Серия валковых резаков кокса
Серия валковых резаков кокса -
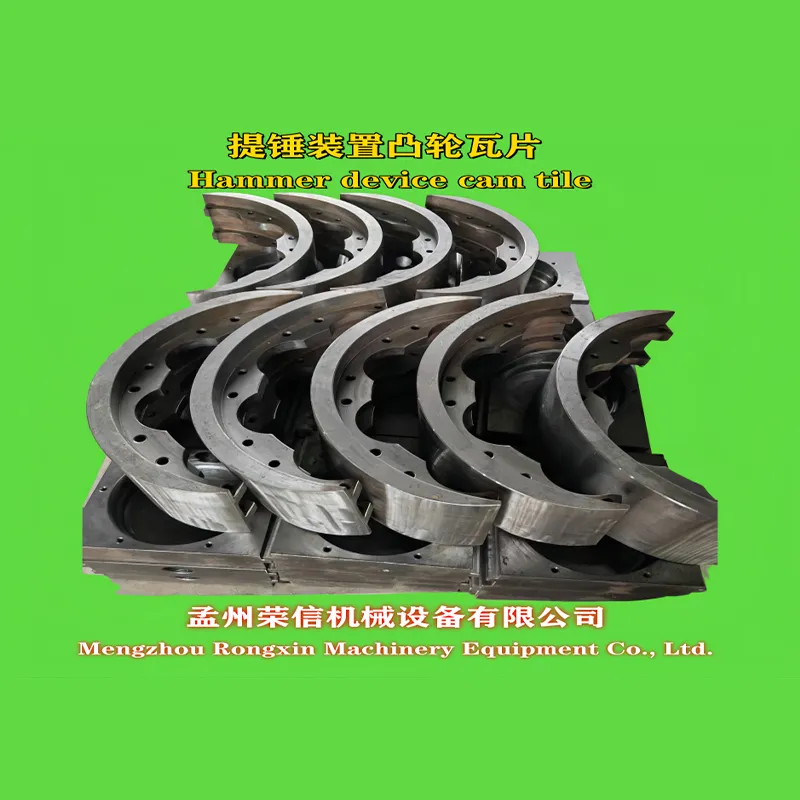
 Сборка ротора реверсивной молотковой дробилки
Сборка ротора реверсивной молотковой дробилки -
 Серия стояков коксовых печей
Серия стояков коксовых печей -
 Механизм перемещения двери коксовыталкивателя
Механизм перемещения двери коксовыталкивателя -
 Серия тормозов
Серия тормозов -
 Устройство выравнивания угля и стержень выравнивателя коксовыталкивателя
Устройство выравнивания угля и стержень выравнивателя коксовыталкивателя -
 Мокрый коксотушительный вагон
Мокрый коксотушительный вагон -
 Серия поперечных зажимов дверей печи
Серия поперечных зажимов дверей печи
Связанный поиск
Связанный поиск- Серия конвейерных лент Производители
- Серия дистрибьюторов CDQ
- Усиленные одно- и двухвальные смесители Производители
- Поворотный диск приводного устройства сухого коксотушительного транспортера Производитель
- Серия рельсовых зажимов
- Связь коксовой батареи заводы
- Серия легированных отражательных плит дробилки Производитель
- Новая машина для дробления комков грунта Производители
- Серия коксотушительных вагонов Поставщик
- Серия трамбовочных молотов Производитель